
在工业生产中,众多机械设备面临着严苛的磨损环境,耐磨焊丝的使用成为提升设备耐磨性能、延长使用寿命的重要手段。然而,要充分发挥耐磨焊丝的优势,掌握正确的焊接方法至关重要。本文将详细阐述耐磨焊丝的正确焊接方法,为相关从业者提供全面的指导。
一、焊前准备
1. 母材处理
母材表面的状况直接影响焊接质量。首先,必须彻底清除母材表面的油污、铁锈、氧化皮等杂质。油污会在焊接过程中产生气孔,铁锈和氧化皮则会阻碍焊缝金属与母材的良好结合。可采用机械打磨的方式,使用砂轮或砂纸将母材表面打磨至露出金属光泽,确保表面粗糙度适宜焊接。对于一些大面积的母材,喷砂处理是更高效的选择,能快速去除杂质并形成均匀的粗糙表面,增强焊接的附着力。
2. 选择合适的焊接设备
根据耐磨焊丝的类型和焊接工艺要求,挑选匹配的焊接设备。例如,对于气体保护焊用的耐磨焊丝,需配备性能稳定的气体保护焊机,确保气体流量、焊接电流和电压能够精确调节。而对于埋弧焊用耐磨焊丝,则要选择功率合适、控制系统精准的埋弧焊机。同时,检查焊接设备的电缆、气管等连接部件是否完好,确保设备在焊接过程中能稳定运行。
3. 确定焊接参数
焊接参数是决定焊接质量的关键因素。不同类型的耐磨焊丝,其最佳焊接参数有所差异。一般来说,焊接电流、电压和焊接速度是需要重点调整的参数。以常见的气保护耐磨焊丝为例,焊接电流通常在 180 - 250A 之间,具体数值需根据焊丝直径、母材厚度进行微调。电压则与电流相匹配,一般在 22 - 28V 范围。在正式焊接前,可在试板上进行焊接试验,通过观察焊缝成型、熔合情况等,确定最适合的焊接参数。
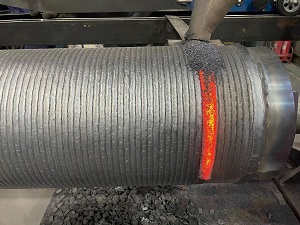
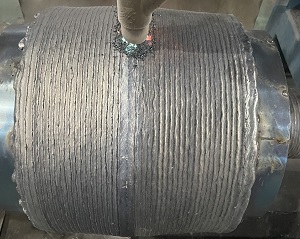
二、焊接过程
1. 引弧与收弧
引弧时,要确保电弧稳定、准确地在母材上引燃。可采用划擦法或直击法引弧,但需注意避免引弧处出现气孔或裂纹。引弧位置应选择在焊缝的起始端,尽量避免在母材表面随意引弧,以免损伤母材。收弧时,要填满弧坑,防止出现弧坑裂纹。可采用多次断弧填丝的方式,逐渐收小熔池,直至完全填满弧坑。
2. 焊接手法
常见的焊接手法有直线运条法、锯齿形运条法和月牙形运条法等。直线运条法适用于较薄母材或要求焊缝宽度较窄的情况,能使焊缝均匀、整齐。锯齿形运条法可增加焊缝的宽度,使焊缝金属与母材更好地融合,常用于中等厚度母材的焊接。月牙形运条法的焊缝较宽,熔池温度较高,适用于较厚母材的焊接。在使用耐磨焊丝焊接时,要根据焊缝的位置、母材厚度和焊接要求选择合适的运条方法,并保持运条速度均匀、稳定,避免出现忽快忽慢的情况,以保证焊缝质量的一致性。
3. 控制层间温度
多层多道焊接时,层间温度的控制十分重要。层间温度过高,会导致焊缝金属组织粗大,降低焊缝的力学性能和耐磨性能。一般来说,层间温度应控制在 150 - 250℃之间,具体数值根据耐磨焊丝的材质和母材的要求确定。可通过红外测温仪实时监测层间温度,当温度超过规定范围时,可暂停焊接,待温度降低后再继续施焊。
三、焊后处理
1. 焊缝清理
焊接完成后,首先要清理焊缝表面的熔渣、飞溅物等杂质。可使用敲渣锤、钢丝刷等工具进行清理,确保焊缝表面干净整洁。对于一些难以清理的飞溅物,可采用打磨的方式去除,但要注意避免过度打磨损伤焊缝金属。
2. 质量检测
对焊缝进行质量检测是确保焊接质量的重要环节。外观检测是最基本的检测方法,检查焊缝表面是否存在气孔、裂纹、夹渣、未熔合等缺陷,焊缝的外形尺寸是否符合要求。对于重要的焊接结构,还需采用无损检测方法,如超声波探伤、射线探伤等,检测焊缝内部是否存在缺陷。一旦发现缺陷,要及时分析原因并采取相应的修复措施。
3. 消除应力处理
焊接过程中会在焊缝和母材中产生残余应力,长期存在可能导致焊缝开裂或设备变形。对于一些承受较大载荷或对尺寸精度要求较高的焊接结构,需进行消除应力处理。常见的方法有热处理和振动时效处理。热处理可在一定温度下对焊接件进行加热和保温,使残余应力得以释放。振动时效处理则是通过给焊接件施加特定频率的振动,使内部应力重新分布并降低。
正确掌握耐磨焊丝的焊接方法,从焊前准备的细致入微,到焊接过程的精准操作,再到焊后处理的严谨规范,每一个环节都紧密相连,共同决定着焊接质量的优劣。只有严格遵循这些步骤,才能充分发挥耐磨焊丝的性能优势,为工业设备提供可靠的耐磨防护,提升生产效率,降低设备维护成本。
以上内容由耐磨焊丝厂家天津雷公焊接材料有限公司编辑 咨询电话:18202593233
|

