产品特点:
采用CO2作为气体保护介质;堆焊后的耐磨层具有良好的耐高温,抗腐蚀及耐磨损等性能,即使面对物料中的硬物质或者金属、石子等,也可轻松应对。
适用母材:碳钢、低合金钢
抗裂性能:较好。但视母材材质、工件大小、焊接厚度和焊接工艺情况而定。
包装形式:15KG盘装
典型化学成分(%)

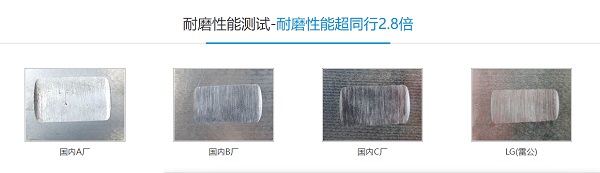
耐磨性能对比
焊接缺陷排查指南:
1.检查干伸长度,使其在15-25毫米范围之内,检查气体保护罩是否有堵塞问题,及时清理。
2.检查气体流量是否符合要求,一般是每分钟为15-25升;另外,检查是否有漏气的地方,确保从保护罩出来的气体可以吹走地上的灰尘。
3.检查气体压力是否过小,小于1MPA时容易出现气孔。
4.尽量使用焊接专用气体,如果为非专用气体,需要经常倒置排水。
5.检查气体预热器是否正常工作。
6.检查焊枪角度是否合理,应使焊枪与焊接面夹角为70-90°。
7.在山脊和斜坡焊接时需要采取防护措施,或选择自保护焊丝。
8.检查焊接区域是否存在过堂风,尽量采用挡风设施。
9.检查工件表面或隐藏于裂纹、缩孔、气孔中的油、锈和水,通过烘烤的方式将其去除。
10.检查焊接电流,电压是否合理(重点排查电压过大的问题)。
11.检查焊丝是否受潮,如出现受潮情况,及时进行烘干。
以上内容由堆焊焊丝厂家天津雷公焊材编辑 咨询电话:18202593233
|


