
一、篦板磨损的原因分析
篦板作为单齿辊破碎机的主要耐磨工件之一,由于其工作温度在800℃以上,同时承受着较大的热负荷和冲击载荷,受力复杂。为了抵抗高温烧结磨损,篦板表面通常进行耐磨堆焊处理。
二、堆焊工艺参考
1、选材
推荐焊丝:LZ643
焊丝直径:2.8mm
保护介质:无
熔敷金属成分

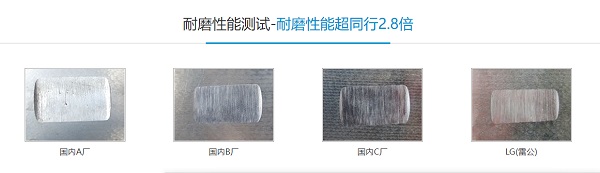
耐磨性能对比
2、堆焊工艺流程
焊前准备
(1)去除篦板表面残留的油锈以及铸造缺陷或使用后所造成的缺陷,保证堆焊层与母材的结合性能。
(2)根据不同的磨损部位,预留不同的堆焊面积和堆焊厚度,最大堆焊厚度达到 50mm。
焊接过程参数
焊接电流:I=360-400电压:U=28-32V 干伸长28-35 mm
其他注意事项
(1)避免焊丝受潮,焊丝在阴凉干燥处保存,建议开包两天内用完。
(2)避免送丝轮过紧或过松,导致送丝不畅。
(3)焊接时注意焊接方向,使裂纹方向尽可能与工件工作时的受力方向平行,所焊接时长度方向与受力方向垂直。
(4)尽可能采用单道焊接,不要摆动焊接。
(5)避免在表面单个部位焊接时间过长,应分散焊接,防止层间温度过高。
(6)焊接过程中会产生大量的弧光,操作人员需做好防护。
以上内容由堆焊焊丝厂家天津雷公焊材编辑 咨询电话:18202593233
|

